欢迎您来到新乡市鼎力矿山设备有限公司网站!
发布时间:2019-10-21责任编辑:九游国际
锤式细碎机工作环境比较恶劣,而锤头是主要磨损件之一,取得磨损的锤头在运行时,碰撞能力比较弱,这是由于锤头工作面运行半径与蓖条底部间距增加,蓖条表面堆积的成品石子不能立即破碎,堵塞筛孔,在这类状况下需要替换锤头,为了提高锤头的性,需要对其进行修改,本文将介绍锤式细碎机锤头结构的修改方式。

1、对锤头易磨损部位进行修改,通过对锤头组的运行半径的计算,在不碰撞蓖条的要条件下对锤头易磨损的部位做结构修改,增解决作磨损量。
2、对锤头的材料进行修改,提高锤头的性,可以将25Mn改为35CrMn吨i并进行热解决,添加其在发烫状况下的性和韧性,这样锤头的使用时间可以提高多。

3、将配重轮改为皮带轮,如果锤头的一个工作面磨损,可以将另一个工作面加以凭借,使用消耗将大幅减少,由于锤式细碎机右侧的配重轮所起影响不大,只起到一个均衡影响,而且锤式细碎机轴为左右对称结构,在这类情景下,可将配重轮也改为与左侧大小,尺寸结构均相同的皮带轮,修改后,可以很快地对磨损的锤头进行调向使用,如果进行维护中,只需打开上盖,将锤头总成调个方向,就可达成锤头的两面使用。
通过修改后的锤头,大幅减少锤式细碎机维护保养的工作量,从而节省了备件消耗和生产消耗,而且锤头时间也提高到提高程度,更大程度生产的继续与稳定性。
 反击式碎石机
反击式碎石机 重型锤式破碎机
重型锤式破碎机 冲击式破碎机
冲击式破碎机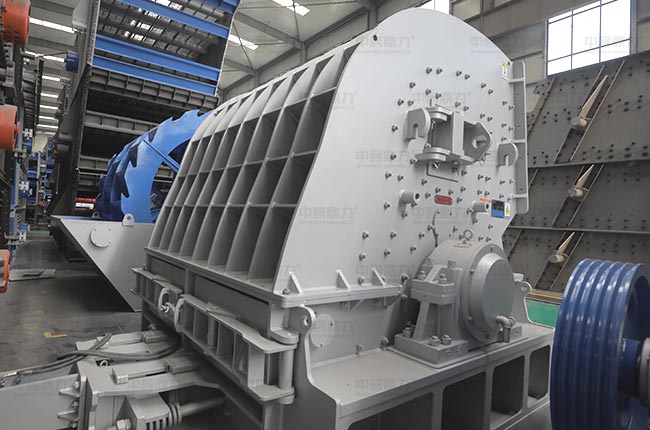 PC锤式破碎机
PC锤式破碎机